
您当前所在位置:首页>如何防止微小径刀具断刀
新闻推荐
非标刀具牌号分辨不清时应如何辨
一般来说硬质合金非标刀具的牌号和型号是有很多的,所以在进
刀片镀锌及镀铬镀钛工艺有什么区
不锈钢板圆刀片由于强度低,耐磨性能差也不宜用在食品类数控
影响刀片定制质量的因素有哪些?
在进行刀片的使用的时候有些特殊加工需求需要我们进行刀片的
非标数控刀具对混凝土等进行的钻
对混凝土等进行的钻孔作业中,能缓和钻孔状态突然改变的
联系我们
常州市远创精密工具有限公司
巢经理:18112867163,13585358233
电话:051983462118
传真:051983461205
邮箱:342238945@qq.com
地址:江苏省常州市新北区西夏墅浦河北街135号
如何防止微小径刀具断刀
发布时间:2021-04-12 点击次数:次
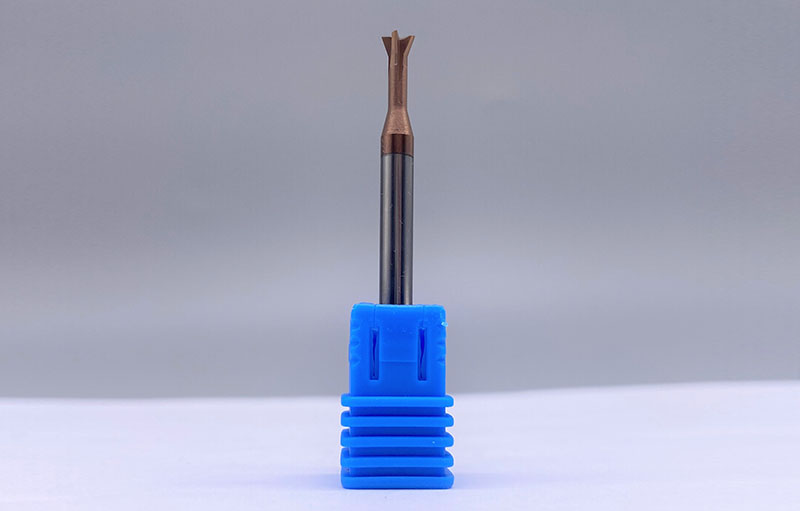
微小径铣刀由于刚性低,容易折断,其主要原因在于刀具自身的跳动以及夹持工具产生跳动引起的影响。为了防止折断,必须严格控制跳动精度。为此,有效方法是使用夹持精度高的热膨胀刀柄来夹持铣刀。接下来一起跟着硬质合金铣刀厂家的小编来看看。
硬质合金铣刀厂家
一.提高切削速度,改善切削特性
一般来说,未达到足够的切削速度,就不能充分发挥立铣刀刀刃的切削特性。微小径铣刀即使提高转速,也未必达到足够的切削速度,尤其是球头型立铣刀,实际的切削直径非常小,因此很多时候都无法充分发挥出刀刃的切削特性。因此使用微小径铣刀时,必须针对实际的切削速度采取有效措施。
二.采用佳的切深量
微小径铣刀由于刚性低,过大的切深量会导致折断。发生折断时请减小切深量。控制切深量的大小变化,避免使刀具承受突发性负载也至关重要。尤其是转角部位,切深量会变大,使铣刀承受的负载增大,需采取增加一道前加工工序等措施,使小径立铣刀的切深量均匀一致。采用摆线的刀具轨迹,可有效均衡切深量。但是以圆弧轨迹运动的摆线刀具轨迹,与直线进给相比,刀具路径较长,加工时间也相应较长,因此需要提高切削条件来抵消延长的加工时间。
您可能对此也感兴趣















相关阅读
 常州远创精密工具
常州远创精密工具 手机官网
手机官网 微信二维码
微信二维码