
您当前所在位置:首页>不锈钢加工用非标刀具的要求
新闻推荐
非标刀具牌号分辨不清时应如何辨
一般来说硬质合金非标刀具的牌号和型号是有很多的,所以在进
刀片镀锌及镀铬镀钛工艺有什么区
不锈钢板圆刀片由于强度低,耐磨性能差也不宜用在食品类数控
影响刀片定制质量的因素有哪些?
在进行刀片的使用的时候有些特殊加工需求需要我们进行刀片的
非标数控刀具对混凝土等进行的钻
对混凝土等进行的钻孔作业中,能缓和钻孔状态突然改变的
联系我们
常州市远创精密工具有限公司
巢经理:18112867163,13585358233
电话:051983462118
传真:051983461205
邮箱:342238945@qq.com
地址:江苏省常州市新北区西夏墅浦河北街135号
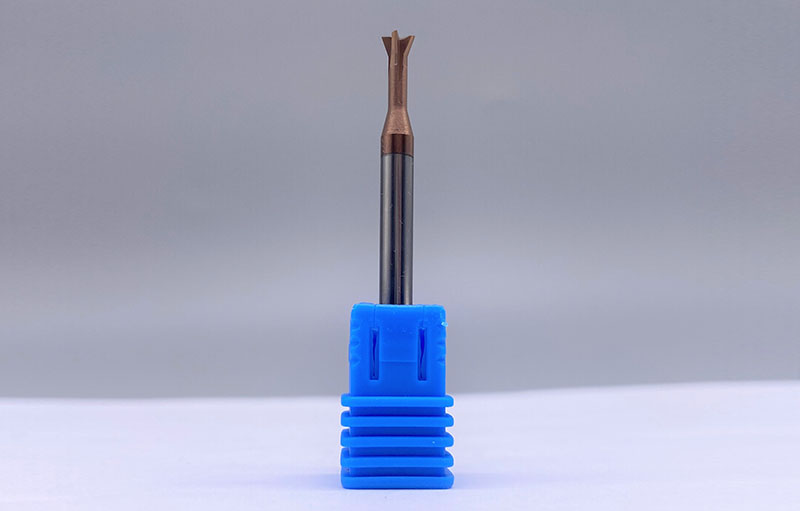
不锈钢加工用非标刀具的要求
发布时间:2019-03-04 点击次数:次
首先,在选择非标刀具的几何参数

前角,增加前角可以减少切削热的产生,切削温度不太高,但如果前角过大,切削头的散热量就会减小。定制非标刀具假如是表面粗糙度题目,可以通过对刃部的几何角度的改变来实现,如加大前、后角的度数会明显改善工件表面粗糙度。但假如使用方的机床刚性不够的话,可能刃口倒钝反而能进步表面粗糙度,这方面的东西非常复杂,需对加工现场分析后才能得出结论。非标刀具在生产有些特殊零件时,机械加工过程中经常会遇到一些难以用标准刀具进行加工的情况,通用的刀具不能满足产品的需要。需定做安装方式、几何尺寸、刀具角度等不同于通用刀具的即为非标刀具,非标刀具是根据零件的加工特性,特别设计制造的刀具,能提高生产效率,综合降低成本。相反,切削温度升高。减小前角可以改善刀盘的散热状况,降低切削温度,但如果前角过小,切削变形严重,切削产生的热量不易消散。实践表明,GO=5~20是合适的。当
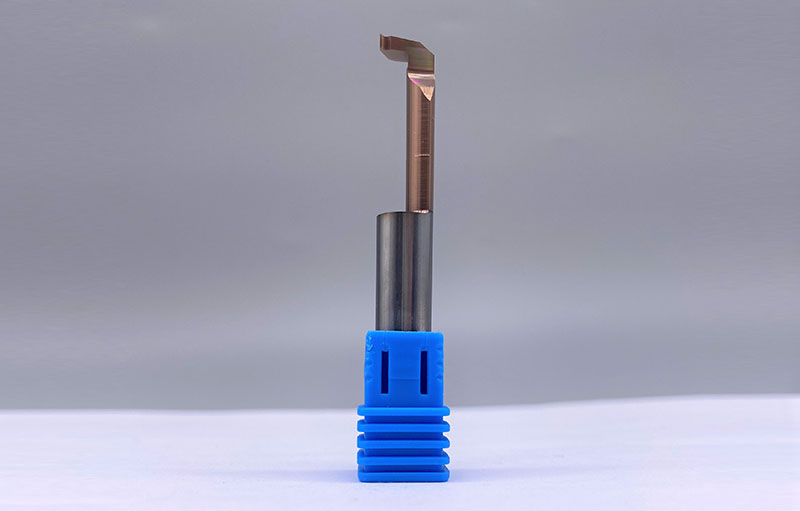
后角的选择比较粗糙时,强切削的非标刀具要求具有较高的切削刃强度,因此应采用较小的后角。在精加工过程中,非标刀具磨损主要发生在刀刃区和后刀面。对于易加工硬化的不锈钢,表面摩擦对其表面质量和非标刀具磨损有很大的影响。合理的后角为:奥氏体不锈钢,后角为6~8;马氏体不锈钢的后角为6~8,马氏体不锈钢的后角为6~0。边倾角
的选择,边倾角的大小和方向,流屑的方向,边倾角的合理选择通常为-0~(20)。当采用外圆、小孔和微精车的细平面时,应采用非标刀具:叶片倾角较大的ls45~75。
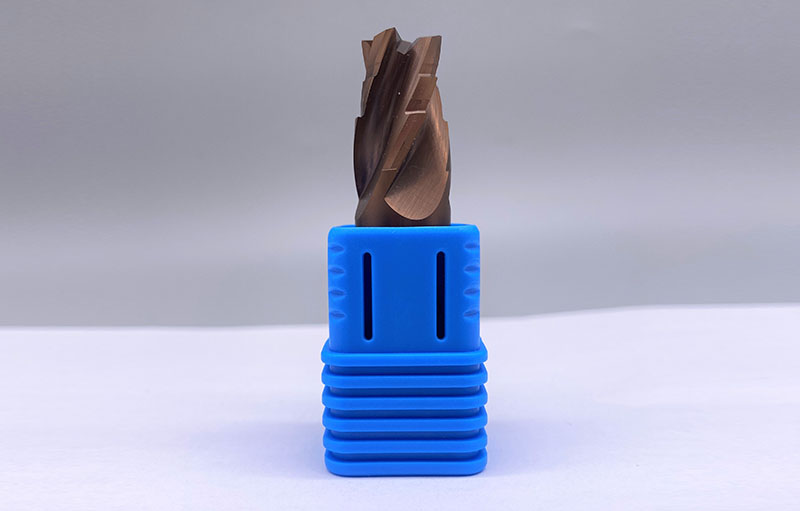
其次,当非标刀具材料的选择要求刀具杆材料加工不锈钢时,由于切削力大,刀具杆必须具有足够的强度和刚度。避免切削过程中的颤振和变形。这就要求正确选择大截面的刀柄,还需要使用强度较高的材料使刀具杆,如45钢或50钢采用回火处理。针对非标刀具切削零件材料对
的要求,在加工不锈钢时,要求非标刀具切削零件材料具有较高的耐磨性,并能在较高的温度下保持其切削性能。目前常用的材料有:高速钢和硬质合金。由于高速钢的切削性能只能保持在600℃以下,所以它不适合高速切削,而仅适用于不锈钢的低速切削。由于硬质合金比高速钢具有更好的耐热性和耐磨性,因此由硬质合金制成的非标刀具更适合于不锈钢的切削加工。
硬质合金分为钨钴合金和钨钴钛合金两大类。钨合金和钴合金具有良好的韧性,可以获得更大的前角和更锋利的边缘。在切削过程中,切屑易变形,切削量小,切屑不易粘在刀上,一般适用于钨合金和钴合金的不锈钢加工。
您可能对此也感兴趣















相关阅读
 常州远创精密工具
常州远创精密工具 手机官网
手机官网 微信二维码
微信二维码